By: Jim Camillo
Senior Editor
[email protected]
Assembly Magazine
Assembling control arms for one of America’s most popular car manufacturers is a challenge at many levels for ZF at its Lapeer, MI, plant. The assembly process includes precision machining a cast aluminum control arm, fixturing the arm multiple times, and installing a multicomponent ball joint, a hydrobracket and a bushing in the arm.

After this, the assembled components are tested for both location and function. Cycle time is only 10 seconds, meaning ZF must perform precise assembly at a high production rate.
To meet this challenge, the worldwide automotive supplier is using an advanced robotic assembly and test system developed by ESE LLC. The system was installed at the end of 2011, just in time to support the plant’s need to increase production.
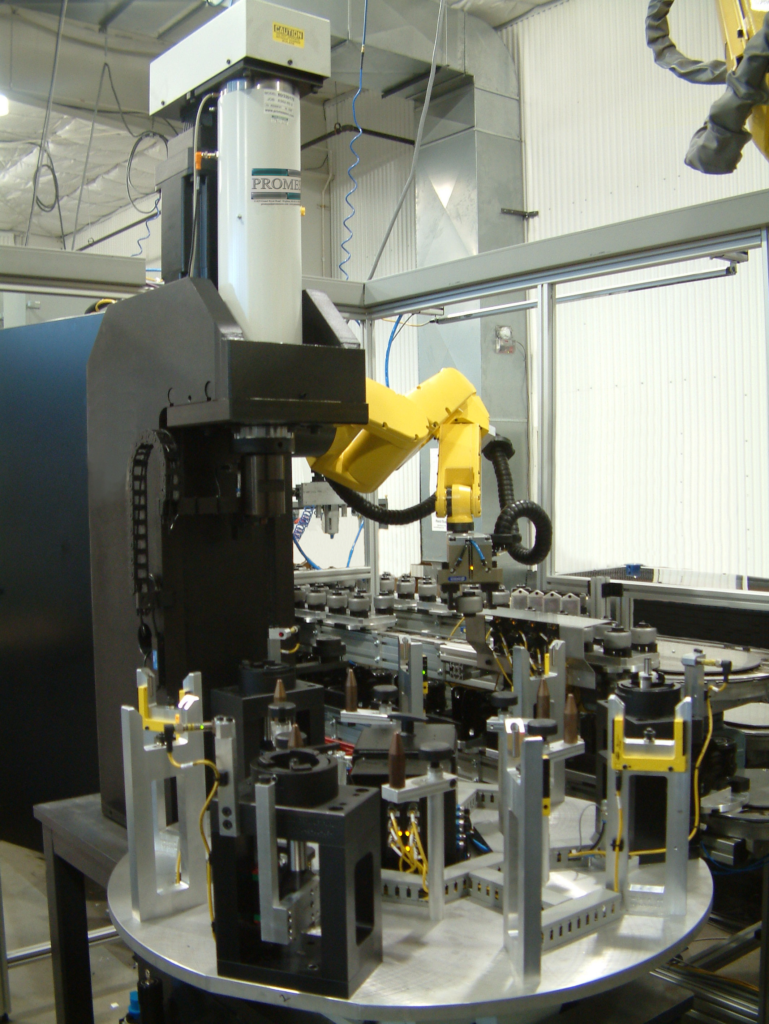
“For several years, ESE had supplied the ZF plant with a manual system that assembled ball joints in control arms and performed a torque test to verify the function of bushings,” says Eric Smith, president of ESE. “The new system adds robotic automation to integrate four separate operations performed on the control arm into a single process. The system features 13 robots and four dial tables, each of which is laid out as a ring with process workstations located around the periphery.”
Four of the robots are mounted to a pillar, which workers call the Christmas tree, because the robots hang like branches from a trunk and reach down to retrieve control arms. The control arms are cast aluminum that are machined to produce a pocket for the ball joint and mounting locations for the resilient bushing. These features are precision machined to allow for the assembly of the ball joint and bushing per the OEM’s requirements. Nine other support robots positioned inside and outside the dial tables move arm components (including sealing rings, bushings and ball joint boots) to and from the dial tables during production.
Control Arm Assembly | Ball Joint Assembly
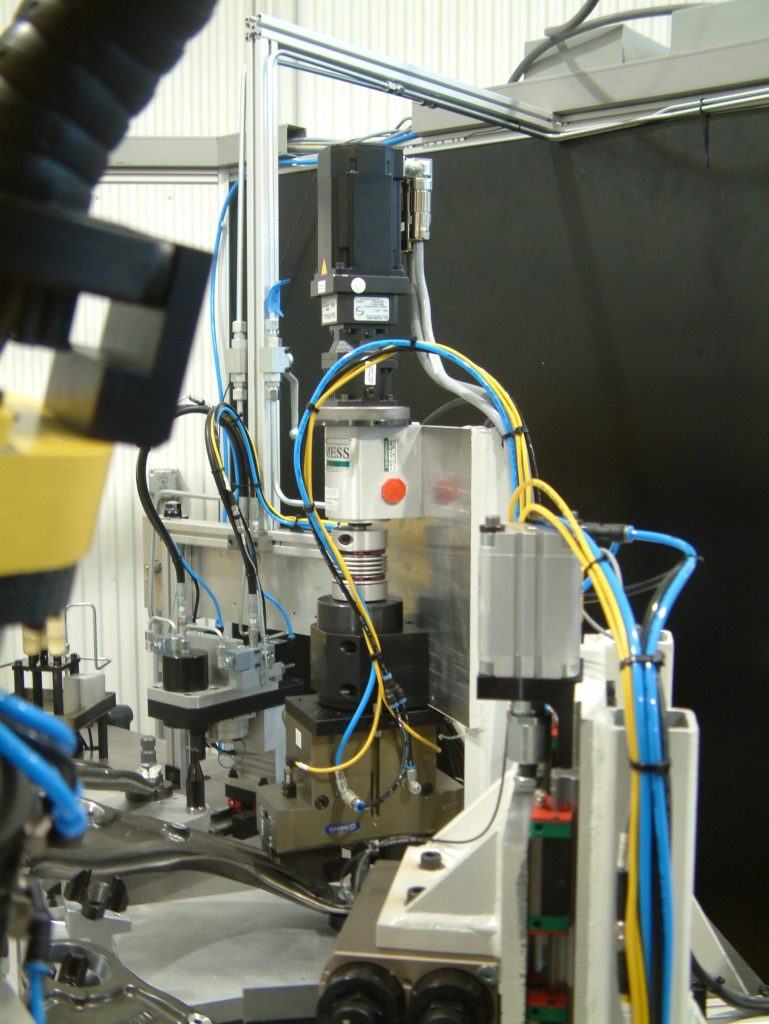
Assembly begins when a pillar-mounted robot removes a control arm from a conveyor and places it in a fixture on dial table one, which turns 30 degrees every few seconds. The table heats the control arms to facilitate insertion of the ball stud. Dial table 1 features a vision inspection system to ensure proper ball joint assembly. Support robots place a ball stud and plastic liner in the pocket, apply precise amounts of two types of grease, and fold over the lip of the pocket to hold the pieces together. Then a rolling tool machine powered by an Electic Press (EMAP) installs the ball joint. After this, a serial number, date code and other quality assurance information is pin stamped on the control arm.
Made by Promess Inc., the EMAP is essentially a CNC press powered by a servomotor. The press can precisely apply up to 40 kilonewtons of linear force to the machine’s rolling head while accurately controlling its position in relation to the fixtured control arm.
The electric press is equipped with an array of sensors to measure position, force, and any number of other process parameters that may be necessary. It then feeds this data back into the control system.
With the ball joint installed, a support robot moves the control arm onto a fourlane accumulating conveyor. This is done to allow time for cooling before the ball joint assembly is function tested at dial table 2 in the next workstation. Dial table 2 also is equipped with a vision inspection system.
Here, a Promess TorquePRO motorized torque assembly and test unit articulates and spins the stud to ensure that it meets functional requirements. The TorquePRO consists of a servomotor, an encoder and a torque transducer all controlled by a PRO-MC motion controller. It can measure torque in either direction of rotation, provides angular position feedback, and can also apply other motions required to exercise an assembly during testing.
The motion controls on the Promess Electric Press and TorquePRO are easy to program. ESE engineers received training and support from Promess on other projects when ESE used Promess equipment. However, this time the ESE engineers were able to program the assembly and test system completely on their own.
The motion controls facilitate data acquisition by communicating with the system master control and the plant network via ProfiBus. The system also stores data generated during the assembly process for statistical analysis.
Hydrobracket and Bushing Installation
Next, a robot moves the control arm with ball joint assembly to dial table 3, where the hydrobracket is installed. The hydrobracket is one of the chassis attachment points for the control arm.
Hydrobrackets flex during installation, making them difficult to install to the precise location required to function properly on the vehicle. ESE met this challenge by using an 80-kilonewton EMAP, coupled with a digital sensing probe to feed back the exact location of the hydrobracket.
During installation, the hydrobracket is pressed to an initial position and then the pressure is removed so the location can be measured. Using that data as a reference, the EMAP is stroked slightly and stopped so the position can be measured again. The press, stop and measure cycle is repeated until the hydrobracket is exactly in the specified location on the control arm.
The precision and responsiveness of the EMAP makes this process easy to do. Feedback from the digital sensing probe also provides data about the characteristics of the hydrobracket and allows ESE to flag an out-of-spec part should one get into the assembly process.
A bushing is installed on the control arm at dial table 4. The bushing is pressed to position with the 80-kilonewton EMAP and a digital probe. Because the bushing has a conventional design, it doesn’t creep back like the hydrobracket does during installation. Nevertheless, a digital probe is used to monitor the position of the bushing and stop its installation when the bushing is in the specified location on the control arm.
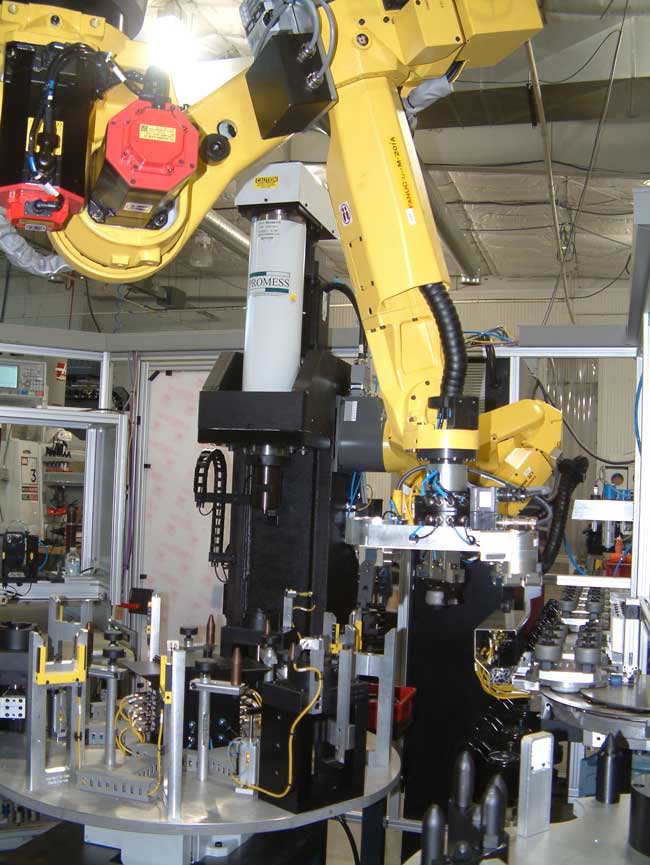
Photo courtesy Doug Drummond, National Editorial Services
Finally, an alphanumeric code is affixed to the control arm, and a robot carries the finished part to one of the exit conveyors.
“Meeting ZF’s dual challenge of precise assembly at high production rates was a tall order for us, but one the company could fill through its experience and technology,” says Smith.
For more information on the EMAP,
call Promess at 810-229-9334. For more
information on assembly and test
systems, call ESE at 810-538-1000 or
visit www.esellc.net.